
Why Are My Tea Pouch Seals Not Strong Enough When Buying from China?
Struggling with weak or leaking tea pouch seals from China? You’re not alone. Many importers face this frustrating issue—pouches that look perfect on arrival but fail on the shelf, leaking aroma, losing freshness, or even bursting during shipping. The good news? Weak seals aren’t random—they’re preventable. In this guide, you’ll learn what causes seal failure, how to test materials before shipment, and how to communicate precise specs with your supplier to secure consistent, airtight seals. Let’s get started.
Understanding Weak Seals
The Hidden Risks in Tea Packaging Sourcing
When importing tea pouches from China, weak seals can quickly become costly. A single weak point can compromise product freshness, reduce shelf life, and damage your brand’s reputation.
Seal strength issues typically arise from three key areas: material quality, machine settings, and process control. Factors like uneven temperature, thin sealant layers, or poor lamination often go unnoticed until it’s too late.
Why does this happen so often in China sourcing?
Many suppliers prioritise price over process. That can mean thinner films, lower-quality adhesives, or uncalibrated sealing machines. Add long international transit—hot containers, high humidity, vibration—and even minor flaws turn into leaks.
By understanding these root causes early, you can protect your packaging quality, maintain freshness, and reduce costly returns.
Step 1: Identify What Causes Weak Sealing on Multilayer Films
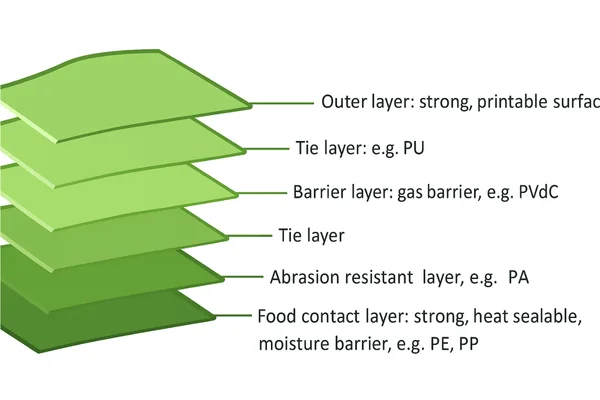
Weak sealing isn’t just bad luck—it’s a process problem waiting to be solved. Most multilayer films used for tea (such as PET/AL/PE or Paper/PLA) require precise control of sealing.
Common Causes of Weak Sealing
| Cause | Description | Why It Matters |
|---|---|---|
| Low Seal Temperature | The inner film doesn’t reach the melting point. | Creates a “false seal” that looks closed but peels easily. |
| Uneven Pressure | Jaw misalignment or worn PTFE tape. | Causes one side to bond more strongly than the other. |
| Contamination | Tea dust or oil between films. | Blocks fusion and creates air channels. |
| Thin Sealant Layer | Inconsistent coating weight (less than 18–25 g/m²). | Reduces bonding area, especially on wide bags. |
| Poor Lamination Bonding | Adhesive under-cured or uneven. | Weakens the inner support layer, leading to delamination. |
If your supplier can’t explain these variables clearly, it’s time to ask more profound questions—or send a sample roll for testing before full production.
Step 2: Master Seal Temperature and Time Control
Temperature is the heart of seal strength. Even a slight variation can make or break a pouch.
To achieve a durable seal, you need a balance between heat, pressure, and dwell time—known as the “golden triangle” of sealing.
Practical Temperature Tips
| Material | Ideal Sealing Range | Notes |
|---|---|---|
| LLDPE/PE | 130–150°C | Most common for tea; good flexibility. |
| CPP | 150–170°C | For heavier pouches; slower sealing speed. |
| PLA/PBS | 110–130°C | Sensitive to heat; requires steady temperature. |
| Paper/AL/PE | 135–150°C | For barrier bags with an aluminium layer. |
Pro tip:
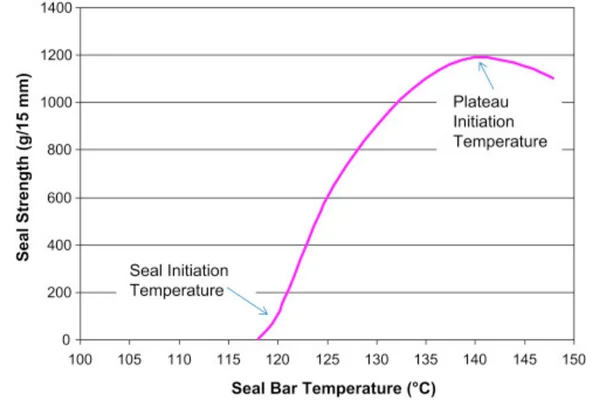
Request your supplier’s seal strength curve, a graph of seal force versus temperature. This data reveals the ideal window for your machine.
Also, verify temperature calibration. In some factories, the display shows 150°C, while the actual bar only reaches 140°C. That 10°C difference can cause seal failures across thousands of pouches.
Step 3: Balance Pressure and Dwell Time
Pressure is just as crucial as temperature. Without even pressure, seals form inconsistently—strong on one side, weak on the other.
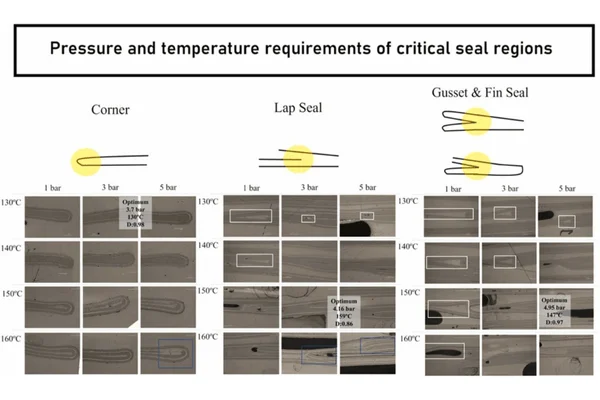
Source: ScienceDirect – Pressure and Temperature Requirements of Critical Seal Regions
Signs of Incorrect Pressure
Low Pressure: The Seal looks flat and opens easily by hand.
High Pressure: Seal edge appears brittle or scorched.
Uneven Pressure: Centre opens first; corners remain bonded.
Aim for 2–4 bar pressure on standard VFFS or HFFS machines. Check jaws regularly for wear and replace PTFE tape when discoloured or rough.
Pro tip: For dusty products like tea powder, increase the dwell time slightly rather than the pressure. This allows the film to melt and flow around fine particles without crushing the seal.
Step 4: Inspect Material Bonding and Film Quality
If you’ve calibrated your machine but seals still fail, the issue may lie inside the film itself. Laminated tea pouches rely on strong adhesive bonds between layers (for example, PET/VMPET/PE).
Source: ScienceDirect – Seal Initiation Temperature
How to Detect Material Issues
| Symptom | Likely Cause | Fix |
|---|---|---|
| Layers peel apart | Under-cured adhesive | Extend curing time (48–72 hrs). |
| Sticky or uneven film surface | Excess solvent residue | Ask for solvent-free PU lamination. |
| Seal tears through the mid-layer | Thin sealant coating | Require ≥18–25 g/m² PE coating. |
| Film curls during sealing | Uneven thickness | Request QC data on film gauge tolerance. |
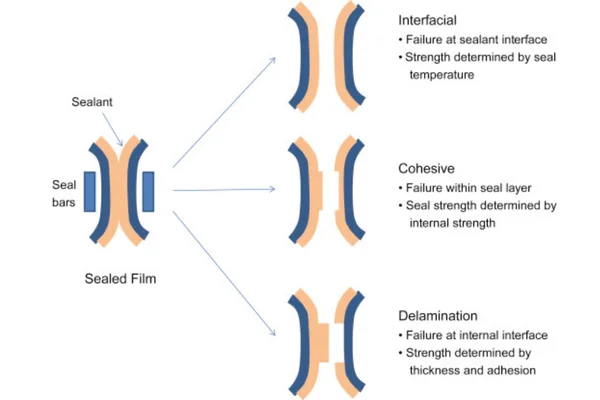
Always test interlayer peel strength (ASTM F88 or F1140) before mass production. Reliable suppliers will provide test reports confirming bonding quality.
Step 5: Control Humidity and Logistics
Even the best seals can fail under poor storage and shipping conditions.

During sea freight, containers can reach 50°C (122°F), and humidity spikes create “container rain.” These cycles weaken laminated films and soften polymer seals.
To prevent this:
Use thermal liners or insulation blankets for long-distance shipments.
Store films at 45–55% RH to avoid moisture absorption.
Include data loggers in containers to monitor temperature and humidity history.
This helps isolate whether seal failures stem from production or transport—a key step in supplier accountability.
Step 6: Work Smarter with Your Supplier
Weak seals are not just a factory issue—they’re a communication issue. The more details you provide to your supplier, the better your results will be.
What to include in your specification sheet:
Material structure (e.g., PET/AL/PE, Paper/PLA)
Total film thickness (µm)
Sealant coating weight (g/m²)
Sealing temperature range
Core size and roll width (for roll stock)
Storage humidity and testing method
Precise specifications turn your supplier relationship into a technical partnership—one based on measurable quality, not guesswork.
Conclusion
Weak tea pouch seals from China aren’t just a packaging issue—they’re a process issue. By mastering sealing temperature, controlling pressure, verifying film bonding, and improving communication with your supplier, you can eliminate costly failures and protect your product’s freshness, flavour, and reputation.
